氮化硅陶瓷在四大领域的研究及应用进展 |
您所在的位置:网站首页 › 陶瓷砖的分类及应用领域 › 氮化硅陶瓷在四大领域的研究及应用进展 |
氮化硅陶瓷在四大领域的研究及应用进展
|
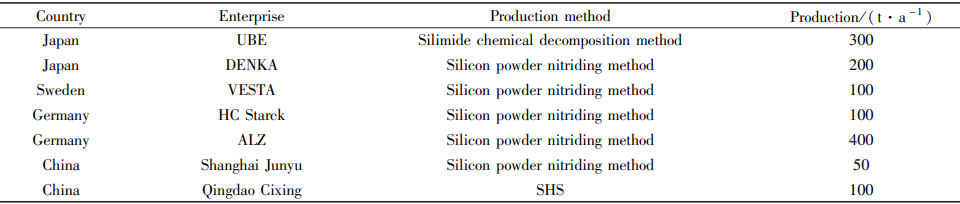
摘要:氮化硅陶瓷不仅具有较高的力学性能还具有良好的透波性能、导热性能以及生物相容性能,是公认的综合性能最优的陶瓷材料。 作为轴承球的致密氮化硅陶瓷广泛应用在机械领域;作为透波材料的多孔氮化硅陶瓷广泛应用在航空航天领域;随着对氮化硅陶瓷材料的深入研究,其在导热性和生物相容性方面的优异特性逐渐被科研工作者认识并得到开发和应用。 本文详细阐述了氮化硅粉体的制备方法,并综述了氮化硅陶瓷作为结构陶瓷在机械领域和航空航天领域的研究进展,此外还介绍了其作为功能陶瓷在半导体领域、生物制药领域的研究和应用现状,最后对其未来发展进行了展望。 关键词:氮化硅陶瓷; 轴承球; 透波材料; 氮化硅基板; 生物陶瓷; 多孔材料 0 引 言 氮化硅(Si3N4 )是一种由硅和氮组成的共价键化合物,1857 年被发现,到 1955 年,其作为陶瓷材料实现了大规模生产[1]。 氮化硅陶瓷具有金属材料和高分子材料所不具备的众多优点,如耐高温(在 1 200 ℃下抗弯强度可达 350 MPa 以上)、耐酸碱腐蚀、自润滑等,在航空航天、国防军工、机械领域得到广泛应用[2-3]。 氮化硅陶瓷材料的优异特性随着制备工艺的改进得到充分发掘,这使其成为历史上研究最多的陶瓷材料之一,商业用途得到快速发展。 20 世纪 80 年代后的进一步研究推动了氮化硅基材料在许多工业方面的应用,为研究不同应用领域的氮化硅陶瓷材料提供了指导。 制备氮化硅陶瓷材料首先需要获得氮化硅粉体,再经过成型、烧结等工艺,最后得到所需要的氮化硅陶瓷,其中主要成型工艺有干压成型、冷等静压成型、流延成型[4],主要烧结工艺有热压烧结、气压烧结( gas pressure sintering, GPS)、热等静压烧结( hot isostatic pressure, HIP)、放电等离子烧结(spark plasma sintering, SPS)等。 随着对氮化硅陶瓷材料研究的深入,其各种优异的性能被开发和应用。 本文详细阐述了氮化硅粉体的制备方法,并综述了氮化硅陶瓷作为结构陶瓷在机械领域和航空航天领域的研究进展,进而介绍了其作为功能陶瓷在半导体领域和生物制药领域的应用现状,最后对其未来发展进行了展望。 1 氮化硅粉体的制备 优异性能的氮化硅粉体是制备高性能氮化硅陶瓷的基础,其主要制备方法有硅粉氮化法、液相反应法、自蔓延高温合成法。硅粉氮化法[5]的基本原理是硅粉和氮气、氨气等含氮气体在高温下进行反应生成氮化硅,该方法具有产品性能稳定性好、成本低等优点,是应用最广泛、技术最成熟的氮化硅粉体批量化生产方法。 吴浩成等[6-8]在 1982 年开展了硅粉氮化制备氮化硅粉的研究。 Park 等[9]研究发现,添加 30% (质量分数,本文若无特殊说明% 表示含量时均为质量分数)的氮化硅粉作为稀释剂可以提高硅粉的氮化效率,氮化效率由原来的 68% 提高到 95% 以上。 国内外工程化氮化过程中,都是添加了一定比例的氮化硅粉进行生产。 目前我国上海骏宇陶塑制品有限公司、安阳亨利高科实业有限公司等企业,主要采用硅粉氮化法制备氮化硅粉。 液相反应法(又称硅亚胺化学分解法)[10]制备氮化硅粉的过程是将四氯化硅在零度干燥的乙烷中与一定量的无水氨气发生反应,生成高纯度的亚氨基硅和氨基硅,其在一定高温下进行热分解生成无定型的氮化硅,无定型的氮化硅进一步热处理转化成稳定 α 相的氮化硅。 此方法最大的特点是化学反应激烈,生产速度快,可以获得高纯度氮化硅粉。 但该方法制备难度大,技术门槛高,对原料的纯度要求高,其难点在于不易获得稳定的固态亚氨基硅(Si(NH)2 )[11-13]。 日本 UBE 公司是最早,也是唯一使用该方法规模化生产出性能优异、质量稳定的氮化硅粉体产品的厂商。 国内对此方法也进行了相关研究,毕玉惠等[12] 在 1 500 ℃ 下制备出了 α 相含量为 94% ,平均粒径在 0. 1 μm 左右的氮化硅晶粒。 于政波等[14]使用硅亚胺分解法制备出长度为 2 ~ 5 μm,平均直径为 0. 2 μm 的氮化硅晶须。 关于液相法的研究国内处于科研攻关阶段,目前还未见批量化生产方面的报道。 自蔓延高温合成法(self-propagation high-temperature synthesis, SHS)是近年来兴起的一种制备无机化合物高温材料新方法[15-18]。 其原理是依靠外部能量将金属硅粉引燃,由于硅和氮气的反应是放热反应,反应物一旦被引燃,便会自动向尚未反应的区域传播,直至反应完全。 该方法合成氮化硅粉体反应速度快,粉体纯度高,成本低廉,但制备过程可控性差,氮化硅粉体 α 相含量低。 不同制备方法制备的氮化硅粉体性能对比如表 1 所示。 表 1 不同方法制备 Si3N4 粉体的周期及其性能对比
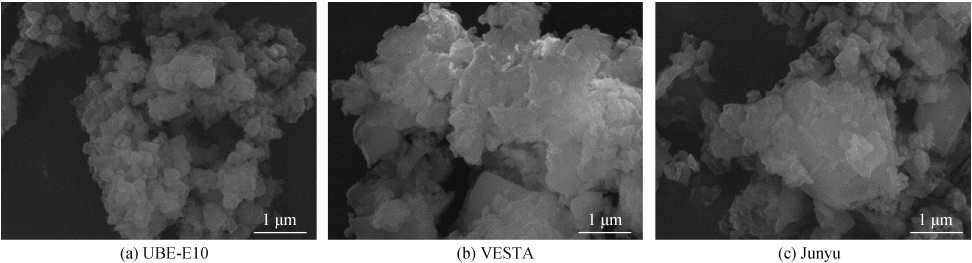
硅粉氮化法是技术最成熟、应用最广泛的氮化硅粉体批量化生产方法。 德国的 ALZ、HC starck、瑞典的VESTA 等国际著名粉体厂商均采用该方法批量化生产氮化硅粉。 目前只有日本 UBE 公司掌握液相反应法制备技术。 氮化硅粉主要生产厂商、性能指标及颗粒形貌如表 2、表 3 和图 1 所示。 从图 1 和表 3 可以看出,日本 UBE-E10 粉具有较高的 α 相含量,较低的杂质含量,粒度分布均匀,球形度高。 但其价格昂贵,限制了其大规模工程化应用。 朱宇璇等[19] 研究了粉体形貌对陶瓷力学性能的影响,研究表明,颗粒形貌球形度越高、均匀性越好,越有利于氮化硅陶瓷烧结过程中颗粒重排,提高烧结致密性。目前我国在此领域与国外相比差距较大,主要体现在技术研发投入不够,工程化技术和质量控制技术亟待提升,高端粉料的使用还主要依赖于进口。 所以制备高纯、高 α 相含量、超细氮化硅粉体仍然是国内氮化硅粉生产商攻克的方向。 表 2 国内外主要生产氮化硅粉企业
表 3 氮化硅粉体种类及性能指标
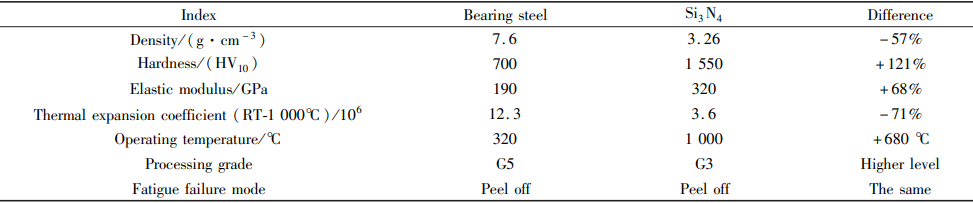
图 1 氮化硅粉末形貌 2 氮化硅陶瓷的主要应用 Si3N4 属强共价键化合物,共价键程度为 70% ,体扩散系数为 10- 7 数量级。 基本结构单元是四面体[SiN4 ]4-,Si 原子位于中心位置,N 原子位于 Si 原子四周。 Si3N4 的同分异构体包括 α-Si3N4 、β-Si3N4 和γ-Si3N4 。 γ-Si3N4 的合成条件十分苛刻,目前鲜少有相关的研究报道。 α-Si3N4 属热力学不稳定结构,一般将它作为 β-Si3N4 及 Si3N4 基复合材料的原始粉料。 氮化硅本身结构特性,烧结致密十分困难[20],因此,需要加入一定量的烧结助剂,借助液相烧结完成致密化过程[21]。 添加不同的烧结助剂,采用不同的烧结工艺,制备出具有不同综合性能的氮化硅陶瓷材料。 2. 1 氮化硅陶瓷在机械领域的应用 氮化硅陶瓷是采用人工合成的高纯度氮化硅粉体,经过高温高压制备的具有共价键结构的新型陶瓷。致密氮化硅陶瓷主要作为热辐射保护管、燃烧嘴、坩埚等应用在冶金行业中。 在机械行业中用作阀门、管道、分级轮以及陶瓷刀具,最广泛的用途是氮化硅陶瓷轴承球。 氮化硅陶瓷轴承球与钢质球相比具有突出的优点:密度低、耐高温、自润滑、耐腐蚀。 疲劳寿命破坏方式与钢质球相同。 陶瓷球作为高速旋转体产生离心应力,氮化硅的低密度降低了高速旋转体外圈上的离心应力。 致密 Si3N4 陶瓷还表现出高断裂韧性、高模量特性和自润滑性,可以出色地抵抗多种磨损,承受可能导致其他陶瓷材料产生裂纹、变形或坍塌的恶劣环境,包括极端温度、大温差、超高真空。 氮化硅轴承有望在各个行业中获得广泛的应用[22]。 张宝林等[23] 通过研究表明,氮化硅陶瓷轴承具有非常好的自润滑性和耐酸碱腐蚀性。 饶水林[24]研究表明,氮化硅陶瓷轴承在航空领域占有重要的位置。 王文雪等[25] 采用气压烧结,当烧结温度为 1 750 ℃ ,烧结助剂含量为 8% 时,得到综合性能最好的氮化硅陶瓷球,其维氏硬度 1 540 HV10 ,断裂韧性 6. 3 MPa·m½,压碎强度为 288 MPa。 李红涛等[26] 研究 HIP 烧结和 GPS 烧结对氮化硅陶瓷球综合性能的影响,实验证明,HIP 烧结后氮化硅陶瓷球具有更均匀的晶粒分布,更好的力学性能,更高的疲劳寿命。 表 4 给了两种材料的性能对比。 表 4 氮化硅陶瓷与轴承钢的性能对比
最广泛的氮化硅陶瓷球烧结工艺有 HIP 烧结和 GPS 烧结,两种工艺下生产的陶瓷球针对不同的使用环境都有很广泛的应用。 HIP 烧结后氮化硅陶瓷球完全致密化,缺陷大幅度减少,各项力学性能得到大幅度提高。 两种烧结工艺得到的氮化硅陶瓷的性能如表 5 所示。 表 5 GPS 与 HIP 烧结得到氮化硅陶瓷性能对比
氮化硅轴承球(见图 2)在使用中转速每分钟高达60 万转,其主要用在精密机床主轴、电主轴高速轴承,航空航天发动机、汽车发动机轴承等设备用轴承中。高端氮化硅陶瓷产品的生产仍以日本、欧美企业为主导。 国际市场占有率、发展方向的引领力仍然被国外知名企业所控制。 以日本京瓷、东芝、赛瑞丹、CoorsTek和英国 Sailon 公司最具代表性。 据全球市场调研机构MARKETS AND MARKETS 预测全球氮化硅的市场规模,在分析期间(2020 年 ~ 2027 年)将以 5. 8% 的年复合增长率增长。 从 2020 年的 1 亿 40 万美元,到 2027年预计达到 1 亿 4 900 万美元[27]。
图 2 氮化硅轴承球 2015 年中材高新氮化物陶瓷有限公司突破了热等静压氮化硅陶瓷球批量化制造技术,成为继美国库斯泰克、日本东芝之后第三家,也是国内首家形成批量化生产热等静压氮化硅陶瓷材料的企业,产品出口到瑞典斯凯孚、美国铁姆肯、德国 GMN、西班牙福赛等地。 2. 2 氮化硅陶瓷在透波材料领域的应用 多孔氮化硅陶瓷具有相对较高的抗弯强度和更低的密度,这是其在航空航天领域得到应用的关键因素之一。 它还具有抗蠕变性(与金属相比),可提高结构在高温下的稳定性。 这种材料具有多种附加特性,包括硬度、电磁特性和热阻,作为透波材料被用来制作天线罩、天线窗[28]。 随着国防工业的发展,导弹向高马赫数、宽频带、多模与精确制导方向发展。 氮化硅陶瓷及其复合材料具有的防热、透波、承载等优异性能,使其成为新一代研究的高性能透波材料之一。 董薇等[29]采用凝胶-注模工艺,在 1 750 ℃下,研制出了介电常数(ε)为 2. 3 ~ 2. 8、强度为 60 MPa 的氮化硅复合陶瓷。 Lysenko 等[30]制备出了抗弯强度为 455 MPa、气孔率为 61. 17% 的氮化硅陶瓷材料。 于方丽等[31]添加总量为 5%的不同种类的稀土氧化物,制备出了抗弯强度为 170 MPa、ε 为 3. 0 ~3. 2、介电损耗(εr)为10-4数量级的陶瓷材料。 尉磊等[32]采用凝胶-注模及无压烧结工艺,制备出抗弯强度为(193. 5 ± 10. 1) MPa 的多孔陶瓷。 Plucknett 等[33]通过添加稀土氧化物和金属氧化物发现,少量稀土氧化物的添加对陶瓷孔隙的形成是有利的。 日本名古屋和以色列共同研制了一种复合叠层材料,由致密氮化硅和多孔氮化硅叠加而成,具有较低的电损耗角正切值和良好的高温强度[34]。 李军齐等[35]通过添加造孔剂,采用冷冻-干燥的方法制备了气孔率为 30% ~ 60% 、ε 为 2. 9 ~ 5. 2 的氮化硅陶瓷。 王鹏举等[36]利用凝胶-注模工艺与无压烧结的方法研制了气孔率为 62. 0% 、断裂韧性为 1. 6 MPa·m½、抗弯强度为 100. 8 MPa 的多孔氮化硅陶瓷。 Díaz 等[37]通过不同的制备工艺,研制出气孔率在 0% ~ 50% 范围内的多孔氮化硅陶瓷。 张敬义等[38] 采用干压成型,在1 900 ℃下气压烧结,保温 15 min 后获得了气孔率为 49% 、抗弯强度为 106 MPa 的多孔氮化硅陶瓷。张立同等[39]采用氮化硅纤维增韧氮化硅陶瓷材料的制备方法,制备出纯度高、透波性好的复合材料。门薇薇等[40]采用了凝胶-注模工艺制备出适合于宽频带天线罩的夹层多孔氮化硅材料。 赵中坚等[41]采用主要原料为纤维状的氮化硅粉,结合冷等静压成型,氮气保护,无压烧结工艺,成功制备出密度为 1. 54 g/cm³、气孔率为 52. 0% 、抗弯强度为 154. 53 MPa、ε 为 3. 28 的多孔氮化硅材料,可满足导弹天线罩对材料性能的综合要求,并实现根据需求可调控设计的氮化硅多孔材料。 波音公司以氮化硅密度为主要技术参数,成功制备出密度可控在 0. 5 ~ 1. 8 g/cm³范围内的氮化硅陶瓷[42]。 1987 年,波音公司专利 US4677443 提出了以氮化硅和钡铝硅酸盐为材料的双层高温、宽频天线罩设计方法,频率范围为 0. 4 ~ 40 GHz[43]。 2014 年,山东工陶院和天津大学联合制备出 A 夹层结构多孔氮化硅陶瓷宽频带(1 ~ 18 GHz) 天线罩[44]。 美国赛瑞丹已将氮化硅天线罩定型于 PAC-3 导弹上[45],天线罩主要形状如图 3 所示。
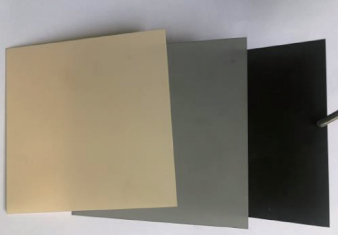
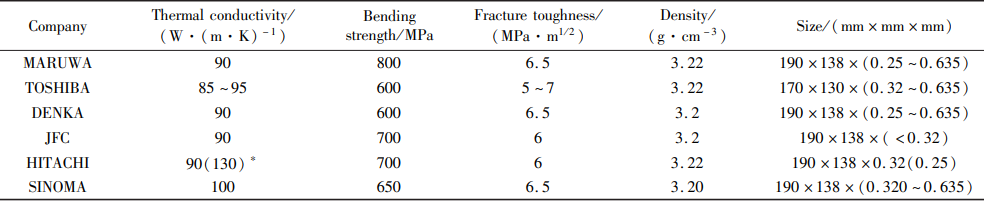
图 3 氮化硅导弹天线罩(灰色)[44] 国内在多孔氮化硅陶瓷制备方面做了大量的工作,但制备方法还不够系统,不够深入,在透波材料应用方面较国外有一定的差距。 国内企业采用气压烧结制备了各种尺寸的天线罩、天线窗样件,通过了地面考核试验[44],但离真正的上天飞行还有一段路程要走。 2. 3 氮化硅陶瓷在半导体领域的应用 除了卓越的机械性能外,氮化硅陶瓷还表现出一系列优异的导热性能,使其适用于要求苛刻的半导体领域。 热导率是材料传递或传导热量的固有能力,由于氮化硅独特的化学成分和微观结构,与氧化铝陶瓷、氮化铝陶瓷相比,具有优异的综合性能。 氮化硅陶瓷最开始是作为不导热的结构陶瓷被广泛应用,其热导率为 15 W/ (m·K)左右,直到 1955年,Haggerty 等[46]理论计算出氮化硅的本征热导率应在 200 ~ 320 W/ (m·K)之间。 随后 Hirosaki 等[47] 采用分子动力学方法模拟计算了在β-Si3N4单晶中的能量传递规律, 预测β-Si3N4沿a轴热导率为170 W/ (m·K),沿 c 轴热导率为 450 W/ (m·K),模拟结果为高导热氮化硅陶瓷材料的研究提供了理论依据。 实际制备氮化硅陶瓷热导率的数值与理论值差别较大,这主要是因为理论计算是按单个氮化硅晶粒进行计算的。 实际情况要复杂的多,氮化硅陶瓷晶粒的大小[48]、晶间氧和其他杂质的存在与否[49-50]、晶间相含量[51-53]的多少都对氮化硅热导率有非常大的影响。 Zhou 等[54]使用 Y2O3-MgO 作为烧结助剂,以高纯硅粉为原料采用反应烧结,通过长时间的热处理工艺(60 h)获得了热导率为 177 W/ (m·K)的氮化硅陶瓷,但抗弯强度仅 460MPa。 分析认为,氮化硅晶粒的长大造成热导率偏高,相应的也导致抗弯强度的降低。 张景贤等[55]以高纯硅粉为主原料,Y2O3-MgO 为主烧结助剂,添加 1% 的 C 含量,得到相对密度达 99% 以上、热导率为 98 W/ (m·K)的陶瓷材料。 Zhu 等[56-57]详细研究了硅粉粒度、纯度以及氧化物烧结助剂 MgO 和非氧化法烧结助剂 MgSiN2 对热导率的影响。 Zhu 等[58]以 α-Si3N4 添加 β-Si3N4 晶须为主原料,Yb2O3-MgO 为烧结助剂,气压烧结得到热导率为 97 W/ (m·K)、断裂韧性为 8 MPa 的氮化硅陶瓷材料。 以 Y2O3-MgSiN2 为烧结助剂,可制得热导率为 168 W/ (m·K)、断裂韧性为 10 MPa 的氮化硅陶瓷材料。 分析原因可能是,以非氧化物 MgSiN2 代替氧化物 MgO 减少了氧元素的引入,降低了晶格氧缺陷,所以氮化硅热导率得到提高。 Hayashi 等[59] 分别以 MgSiN2-Yb2O3 以及 MgO-Yb2O3作为烧结助剂制备氮化硅陶瓷,结果发现前者热导率比后者提高了 20 W/ (m·K)。 范德蔚等[60]采用气压烧结,Y2O3 、MgO 和 CeO2 作为烧结助剂,α-Si3N4 作为主原料,在 1 800 ℃ 氮气压4 MPa 下烧结 4 h,制得热导率为 44 W/ (m·K)的氮化硅陶瓷材料,所得热导率偏低,分析原因可能是烧结助剂的含量较多,过多的烧结助剂形成玻璃相[61-63];另外一个原因可能是在较大的氮气压力下,氮化硅晶粒受到外界压力大,晶粒成长小;第三个原因可能是烧结时间短,氮化硅晶粒还没有足够长大。 清华大学刘剑等[64]以 α 相含量大于 95% ,平均粒径为 0. 5 μm 的氮化硅粉体为原料,添加总含量为 9% 的 MgO-Y2O3 烧结助剂,采用气压烧结,温度为 1 890 ℃ ,烧结 2 h,制备的试样热导率为85. 96 W / (m·K) ,断裂韧性为8. 39 MPa·m½,抗弯强度达到 873 MPa。 Kitayama 等[65]采用高纯 α-Si3N4 为原料,不同的稀土氧化物为烧结助剂,1 800 ℃ 热压烧结后再经过热处理,发现以 Sc2O3 为烧结助剂时,试样的热导率为 89 W/ (m·K),随着稀土粒子半径减小,晶粒尺寸增大,氧含量降低,这有利用得到高热导氮化硅陶瓷。 陈寰贝等[66] 采用两步烧结法,以 YbH2-MgO 体系代替Yb2O3-MgO 体系作为烧结助剂,先在 1 000 ℃下烧结 4 h,然后在 1 900 ℃下烧结 24 h,制得试样的热导率达为 131. 15 W/ (m·K)的陶瓷材料,较 Yb2O3-MgO 体系提升 13% 以上。 Yang 等[67]采用 SPS 烧结及后续热处理工艺,对比研究了 Y2O3-MgF2 、Y2O3-MgO、Y2O3-MgSiN2 对材料综合性能的影响,结果表明当添加剂含量(摩尔分数)为 3% Y2O3-2% MgF2 时,得到热导率为 76 W/ (m·K)、抗弯强度为 857 MPa、断裂韧性为 7. 7 MPa·m½的氮化硅陶瓷材料。 Yang 等[68] 研究了使用氧含量更低的β-Si3N4 粉为原料,当烧结助剂含量(摩尔分数)为 3% Yb2O3-4% MgO-4% MgF2 时,Si3N4 陶瓷的热导率值为89. 8 W/ (m·K),但力学性能较低,弯曲强度仅为 452 MPa,断裂韧性值为 5. 5 MPa·m½。 从国内报道的数据看,半导体用氮化硅陶瓷大部分处于科研机构和企业单位的小批量研制阶段,没有规模化生产。 中材高新氮化物陶瓷有限公司北京分公司采用流延成型方式已进行了小批量生产,氮化硅陶瓷的基板尺寸为 190 mm × 138 mm × (0. 320 ~ 0. 635) mm,热导率为 100 W/ (m·K),抗弯强度达 650 MPa 以上。 不同烧结助剂、不同制备工艺生产的氮化硅陶瓷基板颜色不同,如图 4 所示。
图 4 氮化硅陶瓷基板 国际上主要的高导热氮化硅陶瓷生产商有东芝集团(TOSHIBA)、日本电气化学(DENKA)、日本丸和(MARUWA)、日本精细陶瓷(JFC)、日立金属株式会社(HITACHI)。 表 6 为主要厂商的高导热氮化硅陶瓷的热导率和力学性能对比。 商用高导热氮化硅陶瓷的热导率在 85 W/ (m·K)以上,抗弯强度为 600 ~ 850 MPa,断裂韧性为 5. 0 ~ 7 MPa·m½。 日立公司对氮化硅基板进行了特殊的活化工艺处理, 热导率可以达到130 W/ (m·K),其他力学性能不变。 不同企业生产的氮化硅陶瓷性能各有特点,这些性能差异与各厂商之间不同的生产工艺和目标市场定位有关。 官方报道,2020 年 1 月,东芝材料宣布将在日本横滨大分县大分市投资 100 亿日元(约 6. 37 亿元人民币)建设第二个氮化硅基板生产基地,2020 年 7 月开始建设,预计 2023 年 3 月建设完成,一期氮化硅基板产能可达到 40 000 m²/ a。 2020 年 6 月 3 日,作为全球氮化铝材料领先的日本 Tokuyama(德山公司)官网发布公告,已经开发了独有的节能、安全、环保且低成本的陶瓷基板生产工艺,聚焦于氮化硅陶瓷材料在电动汽车和新能源设备中使用的半导体功率模组中的应用。 表 6 不同企业生产的高导热氮化硅陶瓷性能对比
2. 4 氮化硅陶瓷在生物陶瓷领域的应用 作为新一代生物陶瓷材料,氮化硅陶瓷除了具备陶瓷材料应有的优秀品质外,还应具有良好的射线成像性能、抗感染性能、生物相容性能以及骨整合性能。 Neumann 等[69]在小猪额骨中植入氮化硅陶瓷夹板和螺钉,X 射线图像显示,氮化硅陶瓷植入体和周围骨头的区分度高,没有产生伪影,也没有引起成像畸变,这说明氮化硅陶瓷具有很好的射线成像性能。 骨科植入的一个最重要指标是植入体的抗菌性。 Gorth 等[70]最先对比了 Si3N4 陶瓷、聚醚醚酮(PEEK)和金属 Ti 对兰氏阴性细菌的体外抗菌效果。 实验证明,经过3 d 后,氮化硅陶瓷表面细菌数量最少。 Pezzotti等[71]将牙龈卟啉单胞菌(PG)养殖在氮化硅陶瓷基体上,结果表明,细菌代谢后的成分与氮化硅基体表面相互作用降低了 PG 裂解和代谢。 Webster 等[72] 将 Si3N4 、Ti 和 PEEK 植入到大鼠颅盖内,然后再植入葡萄球菌,90 d 后,氮化硅植入体的细菌感染率为 0% ,远远低于 Ti 和 PEEK 表面的 21% 和 88% 。 通过体外、体内实验,结果证明,氮化硅陶瓷具有很好的抗菌性。 生物相容性是氮化硅陶瓷作为生物陶瓷的必要条件,Sohrab 等[73]和 Kue 等[74]通过实验证明,氮化硅陶瓷有很好的细胞增殖效果并且细胞代谢正常。 Howlett 等[75]在兔股骨髓腔内植入氮化硅陶瓷体,90 d 后,股骨髓腔内没有发生任何不良后果。 实验证明,氮化硅陶瓷具有很好的体内生物相容性。 Neumann 等[76]在小型猪模型研究生物相容性时发现,氮化硅陶瓷具有非常好的骨整合性能。 Webster等[72]在大鼠颅骨模型中植入 Ti、PEEK、Si3N4 种植体进行对比,结果表明,90 d 后氮化硅植入体新生骨的质量比占 23% ,远远高于其他两种材料的植入体。 氮化硅陶瓷具有上述的优异特性使其成为理想的生物材料。 其在生物传感器、脊柱、骨科、牙科等植入物方面得到应用,骨科手术用氮化硅种植体实例如图 5 所示。 Amedica 公司[77] 开发了一种独特的氮化硅植入体,其具有非常高的综合性能。 据官方报道,以美国SINTX(美国纳斯达克上市的氮化硅材料技术开发应用公司)为例,2012 年以来,氮化硅脊柱材料以 20% 的速度增长。 SINTX 公司通过机器沉淀,Robocasting 3D 打印技术,成为全球首家采用该技术研制出医疗氮化硅陶瓷材料的公司。 日本特陶研制的氮化硅陶瓷关节也已广泛应用。 官网报道,美国 Biorep 胰岛移植机里用到直径为 15. 875 mm 的氮化硅球珠,氮化硅球珠可提高胰腺消化效率,同时防止胰腺与腔室系统同步移动,这些球珠还能增加胰腺组织在腔室系统内的分散程度。
图 5 常用氮化硅种植体[78] SINTX 公司在氮化硅杀毒消菌方面做了大量的研究,2020 年 7 月 20 日,美国 SINTX 发布氮化硅材料可以有效地杀死冠状 SARS-CoV-2 病毒[79]。 纳米级氮化硅粉末具有独特的表面生物化学性,可以抑制细菌感染。 在这项研究中,将 SARS-CoV-2 病毒粒子暴露于 15% 的氮化硅悬浮液中,灭活时间为 1 min。 经过测试,与暴露于水的结果相比,氮化硅悬浮液对 SARS-CoV-2 病毒粒子的灭活效果远远大于在水中的比例。 3 结论与展望 高性能氮化硅陶瓷的应用越来越广泛,对氮化硅粉体质量的要求越来越高,如何突破氮化硅粉国产化制备技术,打破高端粉体受国外制约的现状,仍然是未来粉体发展的主要方向。 氮化硅陶瓷各种优异的特性被开发和应用,作为氮化硅陶瓷球在国内、国际都占有一定的比例,产业化发展已成规模,未来的发展是提高高端陶瓷球占比,提高国际市场占有率。 但氮化硅陶瓷作为高透波材料、高导热材料以及生物材料和国外相比还有很大的差距,关键核心技术被国外企业所控制,高端产品主要依赖于进口,国内还处在一个小批量生产和科学研究阶段。 所以在透波材料领域、半导体领域以及生物陶瓷领域,关键制备技术的突破以及产业化的实现是未来发展的主方向。 参考文献:略 |






【本文地址】
今日新闻 |
点击排行 |
|
推荐新闻 |
图片新闻 |
|
专题文章 |