| 锂离子电池铝箔的新进展(二)铝资讯 | 您所在的位置:网站首页 › 箔材达因值 › 锂离子电池铝箔的新进展(二)铝资讯 |
锂离子电池铝箔的新进展(二)铝资讯
|
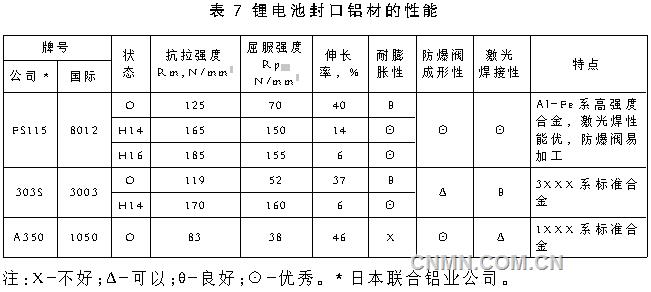
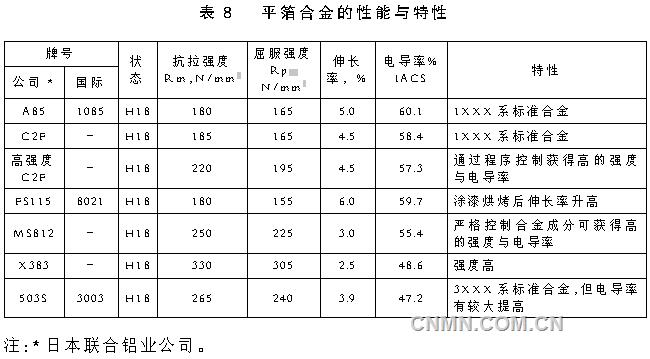
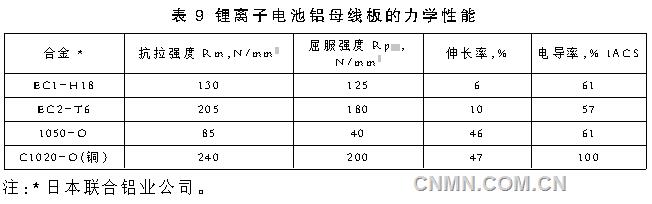
锂电池铝箔 锂电池是由正极集流体(集电器电极)、盒、封口板、负极板等组成。对相应材料要求是:集电器箔不但应有高的强度与电导率,而且应平平坦坦;盒材应有高的强度与成形性,还应有良好的耐膨胀性;封口材宜有良好的成形性与激光焊接性;层压包装铝材应有高的强度与成形性;母线材必须有高的强度与电导率,以及良好的折弯加工性。 我们通常说的电池铝箔是指锂离子电池正极箔,这实际上是不够确切的,最好把这种厚约0.1mm的非改性正极箔称为集流体铝箔,以区别于锂(离子)电池用的其它铝箔,如电池软包用铝-塑膜中的箔、极耳箔、改性后涂炭箔等。集流体铝箔一方面是集流体电极,另一方面又是锂电池正极或负极材料的载体,也就是锂电材料要涂布其上。实际上可把集流体铝箔简称电池箔。 正极结构 正极由正极集流体(极耳)、高温胶带、正极基体和正极物质组成。极耳为约0.1mm的1070、1060、1235、1230、1100、8011、1N30、3003等合金箔。其中用得多的为1235、1070、1100、3003合金,因为它们有高的强度。正极基体为约0.016mm厚的箔。 外壳及封口材料 外壳是用薄铝板加工的,要求有高的成形性与强度,而且应有优越的耐压性,可抑制因反复充电、放电而导致的壳体膨胀,3种外壳板材的性能见表6。 封口是用激光焊接的,因此应有优异的可激光焊性能,同时在加工防暴阀阶段不会发生较大的加工硬化,有良好的成形性。封口材的各种性能见表7。 电池箔 锂离子电池用铝箔有两种:平箔,拥有高的强度、高的电导率与平平坦坦;表面改性箔。日本联合铝业公司研发的平箔有7种:A85、C2F、高强度C2F、FS115、MS812、X383、503S,其中A85、C2F、503S是通用工业箔,可应用于民用各个领域,C2F、MS812、X383合金有高的强度与电导率,F5115合金在涂漆烘烤后有高延展性;表面改性箔(ASP,Advanced Surface Profile)有高的强度、高的电导率与表面粗糙化,由于表面粗糙化,活性物质附着性大有提高,同时可以减少粘接剂用量,电池特性也得以改善,采用新的粗化工艺,比传统工艺的生产成本有所下降。平箔合金的性能见表8。 铝母线合金 锂电池的导电母线原来是Cu的,改用铝后不但大幅度实现了轻量化,而且成本下降了较多;EC1合金的电导率与纯铝1050-O的等同,而其强度则比它大50%;EC2合金的电导率只有铜的57%,如果母线板厚增加到Cu的1.8倍,则传导的电流可与铜的相等。铝母线板的力学性能见表9。 电池箔的技术特性 现在我们通常所说的电池箔是指锂电池集流体用的非改性铝箔,也就是说应与电池上用的其它箔区分开来。它一方面是集流体的电极,另一方面又作为锂电池正极或负极材料的载体,也就是锂电材料要涂覆于其上,因此更准确的定义,应是锂电池集流体用铝箔。 集流体铝箔应具备的性能 集流体铝箔因其使用条件特殊,对其各项技术指标有着非常严格的要求,是铝箔家族中的佼佼者,一些具体要求如下: 异物质:锂电池在使用中必须具有很高的安全性,因此应严格控制表面异物(杂质),如果没有进行异物控制就不能作为合格的电池箔,异物可以是铝粉,可以是磁性物质(铁粉),及其它物质。整个生产环节都要做到防护,减少一切带入异物的可能。在成品环节要设立检验异物的装置并精确计量。异物应≤50mg/30万m2。 润湿性:润湿性能主要看液体接触角。液体接触角就是当一液滴在固体表面上不完全展开时,在气、液、固三相会合点,以接触角θ判断液体对固体的润湿(固-液界面的水平线与气-液界面切线之间的夹角θ,称为接触角):当θ<900时称为润湿:θ>90*时为不润湿:θ=00或不存在时称为完全润湿;θ=1800时为完全不润湿。θ=900是润湿与否的分界线。 由于铝箔表面带油一般不能完全除净,且表面褶皱不平整时对其表面张力会产生很大的影响,直接测量接触角并不现实,所以生产实践中采用的都是达因值来反映润湿能力,达因值越高,润湿性能越优良。但目前有些高端客户,特别是日本等地的客户,仍然采用接触角的方法来测量铝箔表面的润湿性。为与客户的检测方法相一致,目前国内也有少量的生产商采用接触角的方法,但这种方法受各种因素及测量仪器和测量方法的影响较大,所取得的测量数据只能是参考值,目前绝大部分厂家采用的是表面达因值测量法。 达因值是一个通俗叫法,准确地说应该是表面张力系数,主要是表述表面张力的大小,即液体表面相邻两部分之间,单位长度内互相牵引的力。表面张力的单位在SI制中为N/m,但仍常用达因/厘米(dyn/cm),1dyn/cm=1mN/m。一般要求成品铝箔的润湿性≥32mN/m。 表面润湿张力是电池箔最为重要的技术指标之一,它影响涂层的粘合质量,特别是影响涂炭箔的涂层牢固度,达因值偏低时,铝箔与粘合材料粘接不牢、漏涂等缺陷。铝箔表面达因值要>32dyn/mm,有些要求高的涂碳产品,甚至要达到34dyn/mm。 目前,国家标准对于达因值的检测方法虽然有明确规定,但在实际操作过程中,不同的公司和企业,其检测方法也不完全相同,因此检测结果住往会有很大差距,随着电池箔市场的迅速发展,进一步规范和统一达因值检测方法及判定标准就显得特别重要。 板形:板形是有色金属行业专业术语,但在电池箔行业,则称为张力,这种叫法的差异,主要是由于行业的不同。但无论是板形,还是张力,其所表达的是一个含义,就是产品的平直度。在电池行业用两个术语:张力和塌边量来表示产品板形质量。虽然这是个完全不科学的叫法,但由于在电池行业内已经被普遍认同,所以这种叫法是不会改变的,对于板形,电池行业已经形成一套自己的标准和测量装置,所以电池这个行业在定义术语的时候,改变了铝加工行业的原有定义。 简而言之,张力就是板形,塌边量就是在规定张力,规定长度下产品边部的下垂量。 板形质量对于电池箔来说,是一个关键的技术指标,今后,随着行业的发展及对电池产品精度的不断提高,用户对于铝箔产品板形的要求会越来越高,如何通过工艺优化和技术创新来不断提高产品的板形质量,是摆在铝箔产业面前的一个重要课题。 力学性能:不同等级电池箔对力学性能的要求见表10。 普通强度电池箔就是常用的单零箔,除了合金外,没有别的要求,而高强度电池箔则是用专业工艺生产的,特别是厚度<0.015mm的生产难度大,需在设备、工艺和润滑方面作较大改进。310MPa的抗拉强度就是H状态工业纯铝的强度值。电池箔抗拉强度的提高与其厚度呈反比,也就是越薄强度越高。例如,原0.02mm箔的抗拉强度≥170MPa,而厚0.013mm箔的可≥190MPa。用户之所以要求提高强度是为了减小厚度,以提高能量密度。 中国生产的电池箔的抗拉强度已普遍≥160MPa,但是要达到200MPa以上,就有一定的难度,不过也有不少公司能商业化生产≥200MPa的电池箔,也有一些公司可以生产≥280MPa的。 厚度:电池箔的厚度已从新世纪初的20μm下降到2020年的6μm,一路下降(20-16-15-13-10-9-8-6)μm。但是,为了能够保持一定的耐破度,必须不断地提高抗拉强度。不少电池制造公司要求箔的厚度偏差≤2%,用装有普遍AGC厚度控制系统的箔轧机不易满足这种要求,需要更加精准的AGC,好在ABB公司等已开发这类厚度控制系统,可以生产高精准厚差的电池箔。 切边质量:在铝箔生产中,电池箔是一类精深加工产品,对其切边质量有着严格要求。不允许有裂边、毛刺等缺陷,此外,相对于普通箔而言,电池铝箔对切边质量还有其特殊要求:在无张力时,边部波峰不得>2mm,断面铝粉胶带法检测<25个/10cm。 表面质量:对于表面质量,电池箔也有严格要求。表面不允许有>1mm麻点,暗面不允许有0.5mm~1mm凸点的麻点,应少于3个/m2,<0.5mm的麻点不允许成片出现。另外,对于单面光产品,暗面不允许有亮点缺陷。长度<5mm的黑油线应少于3条。其它表面质量缺陷:打底起皱长度≤10m,杠印 |



【本文地址】