| 点焊工艺的原理以及在汽车制造过程中的应用(一) | 您所在的位置:网站首页 › 汽车制造焊接工艺简述 › 点焊工艺的原理以及在汽车制造过程中的应用(一) |
点焊工艺的原理以及在汽车制造过程中的应用(一)
|
众所周知,一辆汽车是由数万零部件组合一起形成的,而白车身的形成又是又是无数不同材质、不同形状的板材焊接而成。在焊接过程中除了应用螺柱焊、MAG焊、MIG焊、激光焊、CMT焊、凸焊、单边焊等焊接工艺外,点焊工艺的应用应该说是最为广泛的。今天就和大家简单的聊一聊汽车生产过程中点焊工艺的原理和应用。
点焊是电阻焊的一种,其主要根据电流的热效应,通过上下电极对工件加压、通电,根据焦耳定律Q=I ²Rt,利用电流流经区域产生的电阻热熔融金属,形成焊核连接。
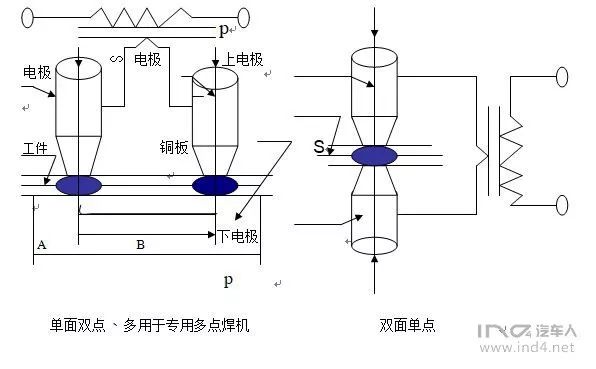
点焊多数用于薄板焊接,接头形式多采用搭接接头和翻边接头。点焊的种类一般有单面单点、单面双点、单面多点、双面单点、双面双点、双面多点几种类型,目前焊装车间一般采用较多的双面单点和单面双点两种。
点焊焊接过程中一般会经历预压、焊接、维持、休止四个阶段,每一个阶段都是影响焊核质量状态的重要因素。
预压:是指电极开始向工件加压到通电开始这段时间。在这段时间内,电极必须向工件加给焊接时所必须的压力。保证被焊工件紧密接触,如预压时间太短,没等两工件紧密接触时就开始通电,因接触电阻太大,点焊时就可能出现烧穿现象。 焊接:是指在点焊过程中,电极通过的时间,是焊接过程中的重要还节。焊接时电流通过电极流经焊件,使焊接处产生强烈的电阻热,在热量最集中处的金属首先溶化,同时溶化的金属被周围尚未溶化处与朔性状太的金属环所包围,使溶化的金属不能外溢。随着时间的增长,溶核不断扩大,焊接时加热的速度是非常快的,低碳钢点焊时可以在0.06~0.1秒内使核心温度达到1800O C以上超过金属点200~300度。有时在电流过大或焊接时间过长在电极压力的作用下会产生飞浅,在一般情况下少量飞浅是可以的,但是飞浅太大会影响焊接质量,压痕太深。一般压痕深度不能超过零件厚度的20%,一些裸露的外板焊点压痕深度一般不超过零件厚度的15%。一般汽车厂商出于生产效率考虑常采用电流大、时间短的硬规范,特殊部位采用电流小、时间长的软规范。 维持:是指从断电开始到电极抬起这段时间,即在压力的作用下,使朔性环内的液体金属结晶,形成焊核。如果焊接电流一断,焊核内的液体金属没有来得极结晶时,电极就抬起,那么焊核金属由于在封闭的朔性环里结晶凝固,体积收缩无法获得补充,就会形成缩孔或疏松组织。它是保证焊核在压力作用下结晶,使焊核组织致密。焊件厚度为1~1.5毫米的低碳钢板,维持时间为0.1~0.2秒,而焊厚度为8~10毫米的低碳钢板时焊核完全结晶得1.5~2.5秒左右。因此,维持时间也不能低于这个数字。但是,维持时间也不宜时间过长,否则会造成效率低下。 休止:是指电极从工件抬起到下一个循环加压开始这段时间。只要能满足工件移动.定位及满足焊机的机械动作时间即可。在满足这些条件的前提下,这个时间越短我们的生产率越高。 以上就是点焊在焊接中的一些简单的工作原理,后续将继续为大家介绍点焊工艺在汽车白车身焊接上的应用和影响点焊焊接质量的一些因素,以及点焊质量监控手段等,今天就聊到这里,疫情阶段希望大家保持好心态,能在家尽量不要出门哦。 |



【本文地址】