| 数控车床多重复合循环指令(G70~G76) | 您所在的位置:网站首页 › 数控车床g74钻孔循环 › 数控车床多重复合循环指令(G70~G76) |
数控车床多重复合循环指令(G70~G76)
|
运用这组G代码,可以加工形状较复杂的零件,编程时只须指定精加工路线和粗加工背吃刀量,系统会自动计算出粗加工路线和加工次数,因此编程效率更高。
1. 外圆粗加工复合循环(G71)
指令格式 G71 UΔd Re G71 Pns Qnf UΔu WΔw Ff Ss Tt 指令功能 切除棒料毛坯大部分加工余量,切削是沿平行Z轴方向进行,见图1,
图1 外圆粗加工循环
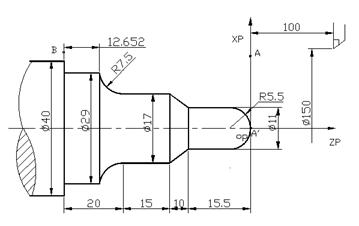
A为循环起点,A-A'-B为精加工路线。 指令说明 Δd表示每次切削深度(半径值),无正负号; e表示退刀量(半径值),无正负号; ns表示精加工路线第一个程序段的顺序号; nf表示精加工路线最后一个程序段的顺序号; Δu表示X方向的精加工余量,直径值; Δw表示Z方向的精加工余量。 使用循环指令编程,首先要确定换刀点、循环点A、切削始点A’和切削终点B的坐标位置。为节省数控机床的辅助工作时间,从换刀点至循环点A使用G00快速定位指令,循环点A的X坐标位于毛坯尺寸之外,Z坐标值与切削始点A’的Z坐标值相同。 其次,按照外圆粗加工循环的指令格式和加工工艺要求写出G71指令程序段,在循环指令中有两个地址符U,前一个表示背吃刀量,后一个表示X方向的精加工余量。在程序段中有P、Q地址符,则地址符U表示X方向的精加工余量,反之表示背吃刀量。背吃刀量无负值。 A’→B是工件的轮廓线,A→A’→B为精加工路线,粗加工时刀具从A点后退Δu /2、Δw,即自动留出精加工余量。顺序号ns至nf之间的程序段描述刀具切削加工的路线。 例题1 图2所示,运用外圆粗加工循环指令编程。
图2 外圆粗加工循环应用
N010 G50 X150 Z100 N020 G00 X41 Z0 N030 G71 U2 R1 N040 G71 P50 Q120 U0.5 W0.2 F100 N050 G01 X0 Z0 N060 G03 X11 W-5.5 R5.5 N070 G01 W-10 N080 X17 W-10 N090 W-15 N100 G02 X29 W-7.348 R7.5 N110 G01 W-12.652 N120 X41 N130 G70 P50 Q120 F30 2. 端面粗加工复合循环(G72) 指令格式 G72 WΔd Re G72 Pns Qnf UΔu WΔw Ff Ss Tt 指令功能 除切削是沿平行X轴方向进行外,该指令功能与G71相同,见图3。 指令说明 Δd 、e、 ns 、nf、Δu、Δw的含义与G71相同。
图3 端面粗加工循环
图4 端面粗加工循环应用
例题2 如图4所示,运用端面粗加工循环指令编程。 N010 G50 X150 Z100 N020 G00 X41 Z1 N030 G72 W1 R1 N040 G72 P50 Q80 U0.1 W0.2 F100 N050 G00 X41 Z-31 N060 G01 X20 Z-20 N070 Z-2 N080 X14 Z1 N090 G70 P50 Q80 F30 3. 固定形状切削复合循环(G73) 指令格式 G73 UΔi WΔk Rd G73 Pns Qnf UΔu WΔw Ff Ss Tt 指令功能 适合加工铸造、锻造成形的一类工件,见图5。
图5 固定形状切削复合循环
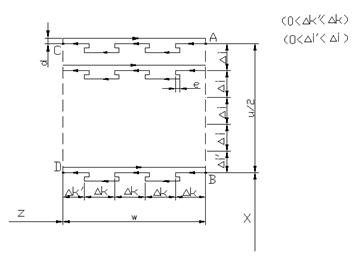
指令说明 Δi表示X轴向总退刀量(半径值); ΔK表示Z轴向总退刀量; d表示循环次数; ns表示精加工路线第一个程序段的顺序号; nf表示精加工路线最后一个程序段的顺序号; Δu表示X方向的精加工余量(直径值); Δw表示Z方向的精加工余量。 固定形状切削复合循环指令的特点,刀具轨迹平行于工件的轮廓,故适合加工铸造和锻造成形的坯料。背吃刀量分别通过X轴方向总退刀量Δi和Z轴方向总退刀量ΔK除以循环次数d求得。总退刀量Δi与ΔK值的设定与工件的切削深度有关。使用固定形状切削复合循环指令,首先要确定换刀点、循环点A、切削始点A’和切削终点B的坐标位置。分析上道例题,A点为循环点,A’→B是工件的轮廓线,A→A’→B为刀具的精加工路线,粗加工时刀具从A点后退至C点,后退距离分别为Δi+Δu /2,Δk+Δw,这样粗加工循环之后自动留出精加工余量Δu /2、Δw。顺序号ns至nf之间的程序段描述刀具切削加工的路线。
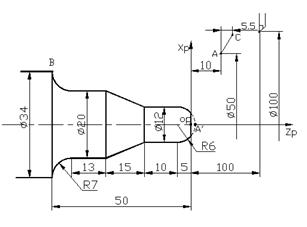
图6 固定形状切削复合循环应用 例题3 如图6所示,运用固定形状切削复合循环指令编程。 N010 G50 X100 Z100 N020 G00 X50 Z10 N030 G73 U18 W5 R10 N040 G73 P50 Q100 U0.5 W0.5 F100 N050 G01 X0 Z1 N060 G03 X12 W-6 R6 N070 G01 W-10 N080 X20 W-15 N090 W-13 N100 G02 X34 W-7 R7 N110 G70 P50 Q100 F30 4. 精加工复合循环(G70) 指令格式 G70 Pns Qnf 指令功能 用G71、G72、G73指令粗加工完毕后,可用精加工循环指令,使刀具进行A-A'-B的精加工,(如图1,图3,图5)。 指令说明 ns表示指定精加工路线第一个程序段的顺序号; nf表示指定精加工路线最后一个程序段的顺序号; G70~G73循环指令调用N(ns)至N(nf)之间程序段,其中程序段中不能调用子程序。 5. 端面钻孔复合循环指令(G74) 指令格式 G74 Re G74 X(U) Z(W) PΔi QΔk RΔd Ff 指令功能 可以用于断续切削,走刀路线如图7,如把X(U)和P、R值省略,则可用于钻孔加工。
图7 端面钻孔复合循环
指令说明 e表示退刀量; X表示B点的X坐标值; U表示由A至B的增量坐标值; Z表示C点的Z坐标值; W表示由A至C的增量坐标值; Δi表示X轴方向移动量,无正负号; ΔK表示Z轴方向移动量,无正负号; Δd表示在切削底部刀具退回量; F表示进给速度。 例题4 如图8所示,运用端面钻孔复合循环指令编程。
图8 端面钻孔复合循环应用
G50 X60 Z40 G00 X0 Z2 G74 R1 G74 Z-12 Q5 F30 S250 G00 X60 Z40 6. 外圆切槽复合循环(G75) 指令格式 G75 Re G75 X(U) Z(W) PΔi QΔk RΔd Ff 指令功能 用于端面断续切削,走刀路线如图9,如把Z(W)和Q、R值省略,则可用于外圆槽的断续切削。
图9 外圆切槽复合循环
指令说明 e表示退刀量; X表示C点的X坐标值; U表示由A点至C点的增量坐标值; Z表示B点的Z坐标值; W表示由A点至B点的增量坐标值; 其它各符号的意义与G74相同。 应用外圆切槽复合循环指令,如果使用的刀具为切槽刀,该刀具有二个刀尖,设定左刀尖为该刀具的刀位点,在编程之前先要设定刀具的循环起点A和目标点D,如果工件槽宽大于切槽刀的刃宽,则要考虑刀刃轨迹的重叠量,使刀具在Z轴方向位移量Δk小于切槽刀的刃宽,切槽刀的刃宽与刀尖位移量Δk之差为刀刃轨迹的重叠量。
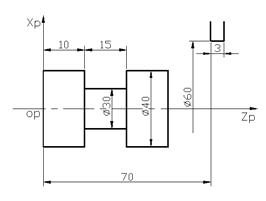
例题5 所图10所示,运用外圆切槽复合循环指令编程。
图10 外圆切槽复合循环应用
G50 X60 Z70 G00 X42 Z22 S400 G75 R1 G75 X30 Z10 P3 Q2.9 F30 G00 X60 Z70 7. 螺纹切削复合循环(G76) 指令格式 G76 Pm r a QΔdmin Rd G76 X(U) Z(W) Ri Pk QΔd Ff 指令功能 该螺纹切削循环的工艺性比较合理,编程效率较高,螺纹切削循环路线及进刀方法如图11。
图11 螺纹切削复合循环路线及进刀法
指令说明 m表示精加工重复次数; r表示斜向退刀量单位数(0.01~9.9f,以0.1f为一单位,用00~99两位数字指定); a表示刀尖角度; Δd 表示第一次粗切深(半径值);
切削深度递减公式计算 d2 =
d3 =
dn =
每次粗切深:Δdn= Δdmin表示最小切削深度,当切削深度Δdn小于Δdmin,则取Δdmin作为切削深度; X表示D点的X坐标值; U表示由A点至D点的增量坐标值; Z表示D点Z坐标值; W表示由C点至D点的增量坐标值; i表示锥螺纹的半径差; k表示螺纹高度(X方向半径值); d表示精加工余量; F表示螺纹导程。 例题6 如图12所示,运用螺纹切削复合循环指令编程(精加工次数为1次,斜向退刀量为4mm,刀尖为60°,最小切深取0.1mm,精加工余量取0.1mm,螺纹高度为2.4mm,第一次切深取0.7mm,螺距为4mm,螺纹小径为33.8mm)。
图12 螺纹切削复合循环应用
G00 X60 Z10 G76 P011060 Q0.1 R0.1 G76 X33.8 Z-60 R0 P2.4 Q0.7 F4 |







 Δd;
Δd; Δd;
Δd; Δd;
Δd; Δd;
Δd;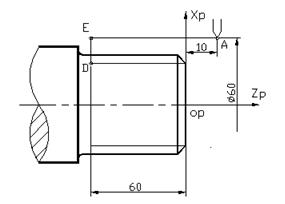
【本文地址】