| 啄钻加工必须知道的知识,你还在浪费加工时间吗 | 您所在的位置:网站首页 › 数控g73钻孔程序 › 啄钻加工必须知道的知识,你还在浪费加工时间吗 |
啄钻加工必须知道的知识,你还在浪费加工时间吗
|
有许多不同类型的深孔加工循环指令(啄钻),钻孔越深,你应该啄的越多,退缩越远。对于深孔加工循环指令(啄钻)而言,重要的是要避免在孔的底部捕获切屑。 麻花钻进行深孔加工时 大多数时候,我们钻孔会选用麻花钻,通过深孔加工循环指令(啄钻)也可以使用麻花钻,麻花钻定期缩回一定距离,以便于断屑和清理,如果底部留有碎屑,则会干扰麻花钻重新形成“咬合”的能力,这会导致钻头过早钝化和表面光洁度差。
深孔加工循环指令时 当深孔加工循环指令(啄钻)时,我们会考虑在非常轻微的收缩后暂停回退。(比如G04 F0.5,将麻花钻旋转几圈以将切屑拉出孔的深部分);此外,如果您要回到孔中,切勿将尖端脱离出孔内,这样做可以使冷却液更容易将切屑推回孔中。 当钻孔深度超过7倍径长比时 当钻孔深度超过7倍径长比时,带抛物线槽的麻花钻有助于切屑提取。使用抛物线长的钻头可以更深入地进行20倍径的深度切削。 特殊情况:小直径深孔加工 对于小直径深孔的钻孔用于机器关键部件的内圆柱表面,例如热机燃油喷射设备的通道,钻头从孔的理想轴线偏离是造成零件加工和钻头损坏的不可修复的缺陷的原因。径向稳定的一个有前途的方向是动态控制,这种钻孔稳定方法的适用性取决于机器在自动控制和诊断系统状态的应用。
高精度高速小孔加工 大多数的数控系统都提供了深孔加工指令,这里以FANUC系统为例来进行叙述。 深孔加工指令(啄钻)格式: FANUC系统提供了G73和G83两个指令: G73为高速深孔往复排屑钻指令 G83为深孔往复排屑钻指令 其指令格式为: G73 X Y Z R Q F G83 X Y Z R Q F X Y :加工孔在XY平面上的位置坐标;Z :钻孔深度。(若是通孔,则钻尖应超出工件底面)R :循环起点。(R点高出工件顶面2~5mm)Q :每次切入量;F :进给速度(mm / min); G73举例
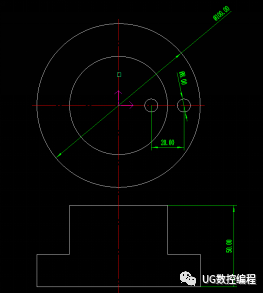
对图所示零件用G73钻孔 程序实例: O001 G17 G40 G80;N001 G00 G91 G30 X0 Y0 Z0;T1;M06;G00 G90 G54 X20. Y0. S600;G43 Z10.H01 M13;G99 G73 Z-55. R5. Q10. F60;X40.;G00 G80 Z50.;G91 G28 Y0.; M30 剖面图解析:
G73程序刀路图
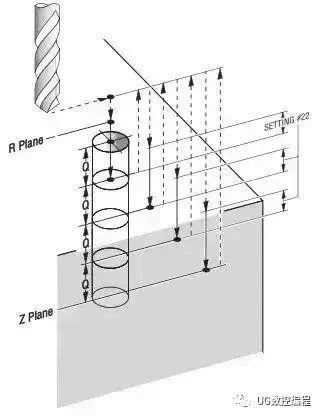
执行G73指令时,每次进给后令刀具退回一个d值(用参数设定) 相比于G73指令,G83指令则每次进给后均退回至R点,即从孔内完全退出,然后再钻进孔中。深孔加工与退刀相结合可以破碎钻屑,令其小得足以从钻槽顺利排出,并且不会造成表面的损伤,可避免钻头的过早磨损。 G73指令固然能保证断屑,但排屑主要是依靠钻屑在钻头螺旋槽中的活动来保证的。因此深孔加工,特别是长径比较大的深孔,为保证顺利打断并排出切屑,应优先采用G83指令。 G83举例 这里介绍G83深孔循环的两种方式: G83 X_ Y_ Z_ R_ Q_ F_
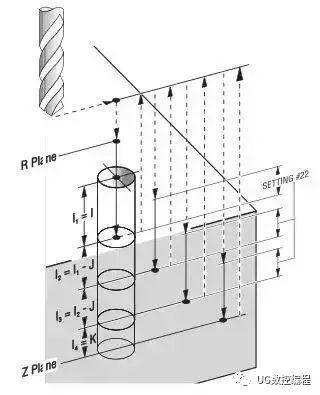
刀路解析 Q值是一个恒定的值,这意味着从孔的顶部到底部,每次都采用的是同一个深度在加工,由于加工安全性的需要,通常会选取最小的值,这也意味最少的金属去除率,在无形中也浪费了大量的加工时间。 G83 X_ Y_ Z_ I_ J_ K_ R_ F_
刀路解析 每次切削的深度分别用I,J,K来表示。在孔的顶部工况良好时,我们可以设置更大的I值,来提高加工效率;在加工孔的中部工况一般时,我们采用逐步减少的J值的方式来保证安全性和效率;在加工孔底部工况恶劣时,我们通过设置K值来保证加工的安全性。 本文来自莫莫的微信公众号【UG数控编程】,关注后可领取教程。 返回搜狐,查看更多 |




【本文地址】