| 冲压模具设计篇:冲压模具结构详细讲解 | 您所在的位置:网站首页 › 五金模具冲压加工 › 冲压模具设计篇:冲压模具结构详细讲解 |
冲压模具设计篇:冲压模具结构详细讲解
|
冲压模具 01 模具结构概览  02 各模板简介及组件安装 03 主要结构作用及安装说明 04 典型模具零件加工及设备 05 钣金设计经验及常见问题 冲压工艺概览   优点: 1.可以得到比较复杂形状、产品的尺寸相对稳定; 2.生产效率和材料利用率较高,冲压耗能少;生产操作简单,单位产品的成本较低,适合于大批量的生产。 缺点: 1.冲压模具相对比较复杂,模具加工周期较长,且成本较高。 2.模具加工精度要求较高,零件数量多达几百。 另,在进行模具设计时,需要很强的想象力和创造力,对设计者和加工者的经验要求很高。  冲压模具结构   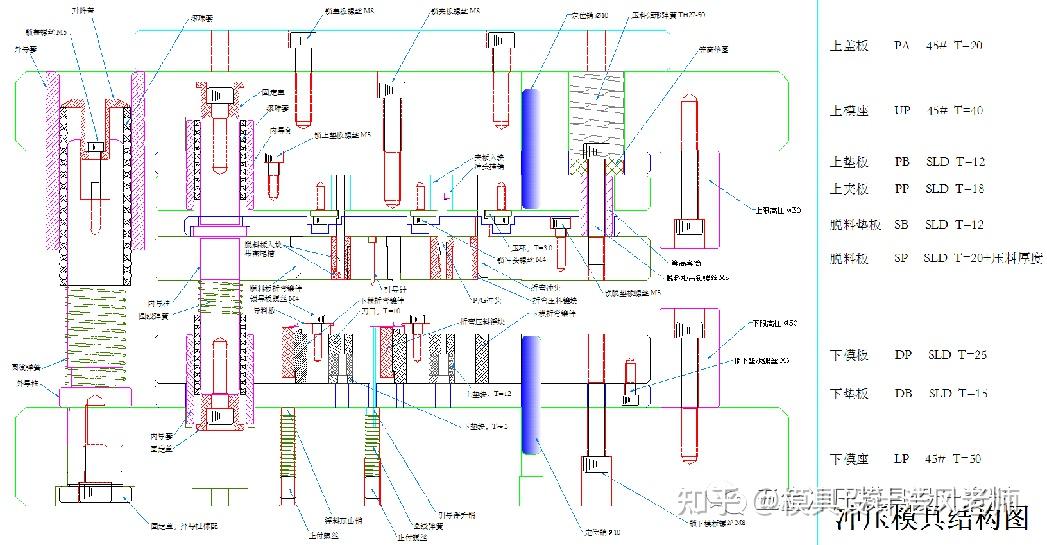 上模座  上模垫板+上夹板  脱料垫板+脱料板  下模板+下垫板  下模座  冲裁下料结构  冲头安装结构 A方式:挂台固定,成本较低,但不方便维修。 [先将冲头装入夹板,再用垫板盖住] B方式:压块固定适用于所有模具,方便维修。 [先将冲头装入夹板,再用螺丝锁住压块盖住] C方式:入子固定一般用于精度要求较高的模具,方便维修,但成本较高。 [先将冲头挂台挂住入块,再用螺丝锁入垫板]  引导针与送料检测装置  引导针和误送料检测装置 引导针的主要作用:在模具未做工之前将料条精确导正。 误送料检测装置的主要作用:是连接感应器,料条在送错位时,可防止模具闭合,已达到保护模具的目的。  导柱与限高柱  外导柱、导套及内导柱、导套 以上均为模具的定位元器件(采购标准件),模具在做工时,外导柱导套首先进行初定位,然后内导柱导套进行精确定位,以保证模具的精确度,亦即:产品尺寸的精度。  限高柱 限位柱的主要作用:防止合模高度设置错误而损坏模具,对模具和内部镶件起保护作用。  导料板组件  导料板组件: 导料板主要作用:在料带还没有进入模具之前先将料条导正,使料条与模具平行,另外也可以防止料带被冲子或入子向上带出。一般用螺丝锁紧导料板,固定在下模板。 导料板宽度一般大于料带宽度0.05mm,高度一般超过浮升高度0.3~0.5mm。 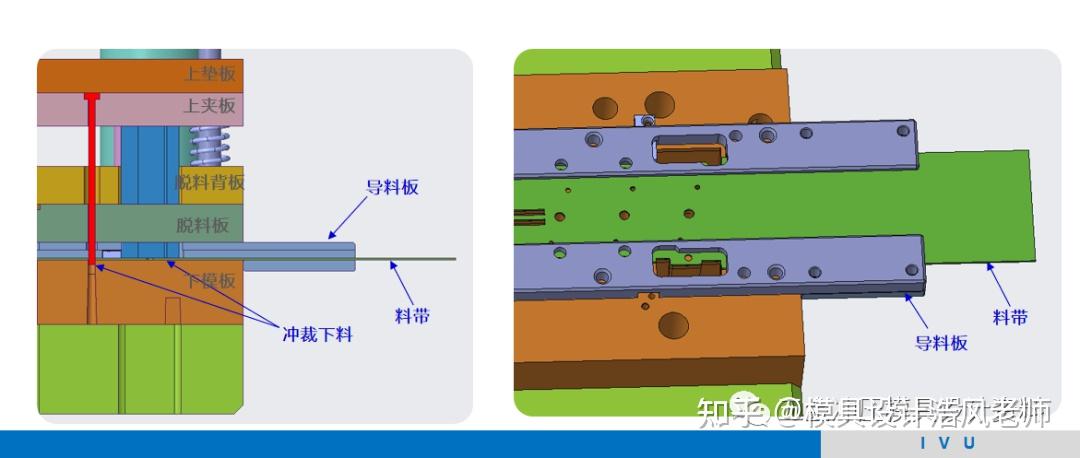 浮料组件 浮料组件: 在下图紫色圈的折弯工站,可见,受产品的向上结构影响,红色入子工件的左侧已经凸起超过料带高度。那么在这种情况下,料带将会直接撞上入子,使得后续送料无法进行,即卡料。此时需要其他工件将料带向上撑起高过红色工件,紫色工件的浮料块下方安装有弹簧,开模时,弹簧伸展将料带向上顶起进行送料;合模时,弹簧被压缩向下,不影响其他工站。 浮料块主要作用:料带向上撑起,料带距离导料板内侧的间隙一般在0.3~0.5mm。  典型模具零件加工及设备   冲模工站排样图示例  钣金设计经验及常见问题  导言 连接器新项目开发过程中,经常会有一些加工工艺性的问题,也有很多转量产的零件存在加工困难的情况,不仅影响生产进度和交货,也影响结构件的质量。如钣金零件的折弯,经常会发生折弯碰刀的情况;落料的外圆角、半圆凸台、异型孔的规格太多,以及一些不合理的形状设计,导致冲模要多开很多不必要的落料工站,增加模具的加工成本长期以来,这些相同的问题不断地重复发生,无论对产品质量还是产品的生产和进度,都会产生不良的影响。 为了方便产品开发工程师在结构设计时查阅一些常用的、关键的数据,更好地设计零件,使其具有较好的加工工艺性,统一结构要素,减少不必要的开模和修模,提升项目进度,降低加工成本,提高产品质量,因此特地将行业内知名企业的技术文件罗列出来作为参考,如华为、富士康。 编写这份《冲压模具结构讲解》目的,则是为了让年轻产品工程师更好认识冲压模具,了解模具包含哪些结构,模具动作怎么进行,模具工件件怎么加工出来等等;当遇到新项目设计时,能大致评估零件冲压的可行性和难度系数;当遇到零件变更或改善时,能大致评估改动的模具工件以及调整费用。 
|
【本文地址】