| 端子压接规范 | 您所在的位置:网站首页 › 导线压接工艺要求规范 › 端子压接规范 |
端子压接规范
|
2)芯线压接处、塑线压接处:导体不允许有任何单根导线外露及损伤。(见图6 所示)
针对以上要求,对于芯线和塑线压接外观的判定总则为:(如图7-1,7-2)
2、喇叭口压接要求 喇叭口分前喇叭口和后喇叭口(如图8所示)。
后喇叭口必须保证能看到,前喇叭口最好也要有。 无喇叭口和过大的喇叭口都是不可接受的(如图9)。
一般要求,喇叭口近似为端子材料的2倍,对于我司,要求要后端必须能明显看到喇叭口,判定依据可参照下图10:
3、余料切断要求 端子压接时,要求必须能看到余料(如图11)
过长的余料长度、无余料(如图12)都是不可接受的。
通常要求余料切断长度为端子材料 的1.0~1.5倍 对于余料切断的具体长度判断要求满足以下三点: 1)余料切断长度前端不超过0.3mm,后端长度不超过0.5mm(参考图13)
2)余料上的毛边不允许超过0.3mm(参考图14)
3)余料和毛边必须不能影响端子插入护套里。 4、端子压接容易发生的变形及判断标准(见图15)
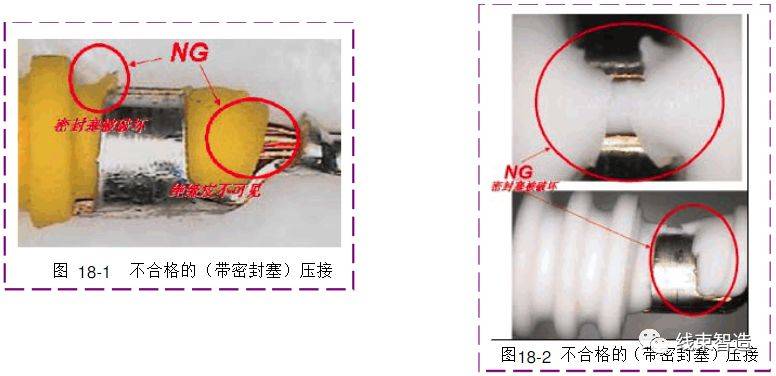
要求:端子弯曲变形不允许影响端子连接,及端子的接插功能。 5、有密封塞的端子压接要求 对于有些需要加密封塞的端子压接(如图16),主要有以下几点:
1)密封塞在塑线压接部位必须安全可靠(如图17,18)
2)密封塞在压接后无损坏现象(如图18) 3)密封塞颈部末端在塑线压接和芯线压接之间必须可见(如图17,18) 4)导线的绝缘皮在密封塞内必须可见(如图17,18) 二、压接截面 目的:为了更好的帮助判断端子压接合格与否。 合格的芯线压接(如图19)需要满足一下条件: 1)压接对称 2)所有的芯线都被压紧 3)端子芯线压接内壁无裂缝 4)芯线压接区压接片中心闭合,顶端无间隙
合格的塑线压接(如图20)有以下三种压接方式 1)F-压接 2)重叠压接 3)交叉压接
普通端子压接截面分析判定图:(参考图21)
注意:芯线压接披锋高度不允许超过0.13mm,宽度不允许超过0.1mm(见图22)
旗型端子压接截面分析判定图:(参考图23)
合格的(带密封塞)压接截面参考下图(图24,25):
不合格的(带密封塞)压接截面如右图(图26)所示: 密封塞被刺穿
压接截面分析说明(如图27)
三、压接参数要求 压接高度和宽度参数:压接的高度和宽度在此不做明确的规定,根据具体的端子型号而定。 压接后机械强度(拉拔力)参数:(参照下表)
四、相关测量及测试方法的说明 压接高度的测量方法 测量工具:千分尺 测量方法:普通端子如右图29所示 旗型端子如右图30所示
端子拉力的测量方法 测量工具:数字拉力测试仪 测量方法:在测试时启动开关直到铜丝从内模处脱出后再读数,要求测试过程要匀速进行(如图31) 注意:并线压接时测试小线径的拉力即可。
摇摆测试 目的:为了检测塑线压接区域合格与否。 普通端子测试方法:手握住导线(距离端子末端76mm处)上下弯折30°塑线压接区域绝缘皮无松脱则已压紧(如图32) 旗型端子测试方法:手握住导线(距离端子末端76mm处)上下弯折45°塑线压接区域绝缘皮无松脱则已压紧(如图33)
五、关于刺破式连接器压接参数的要求及测量方法 压接的高度,根据具体的护套型号和导线线径而定(见图34)
压接后,端子的间隙,根据具体的护套型号而定(见图35)
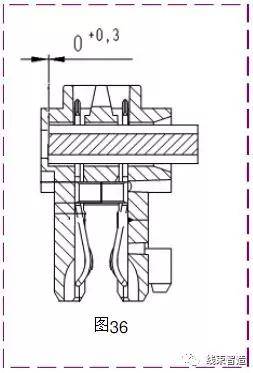
压接后,要求导线插到护套的底部(见图36)
使用端子剖面分析仪,对护套进行磨削,进行分析,端子压接高度的计算方法(见图38)
|




























 返回搜狐,查看更多
返回搜狐,查看更多【本文地址】